Top Benefits of Using Ceramic Insulated Band Heaters for Industrial Applications?
In the fast-paced world of industrial heating, efficiency is essential. One innovation has gained significant attention: the Ceramic Insulated Band Heater. According to industry expert Dr. Emily Chen, "Ceramic Insulated Band Heaters provide unmatched thermal efficiency, reducing energy costs effectively." Her insight highlights the practical advantages these heaters offer.
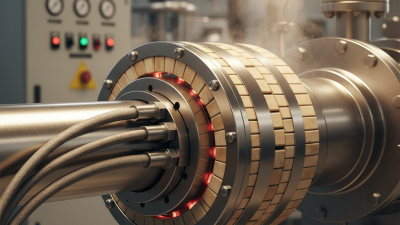
This type of heater is designed to provide uniform heat distribution while minimizing energy loss. The ceramic insulation acts as a barrier, preventing heat from escaping and ensuring optimal performance. Industries that rely on precise temperature control find these heaters invaluable. They are particularly useful in processes like plastics manufacturing and food processing, where maintaining specific temperatures can enhance product quality.
While many have lauded the benefits, some users encounter challenges. Achieving the perfect temperature requires careful monitoring. Miscalibrations can lead to inconsistent heating. This brings attention to the importance of proper installation and ongoing maintenance. Balancing these factors can make all the difference in leveraging the full potential of Ceramic Insulated Band Heaters in various industrial applications.
Understanding Ceramic Insulated Band Heaters and Their Functionality
Ceramic insulated band heaters are essential in many industrial applications. They provide effective heating for various processes. These heaters are known for their durability and efficiency. Their ceramic insulation helps maintain consistent temperatures. This prevents heat loss and enhances performance.
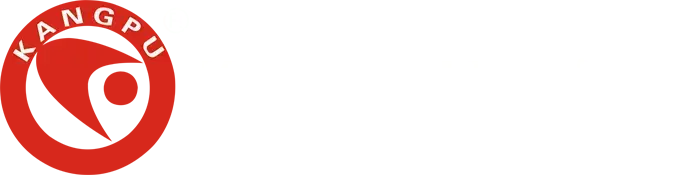
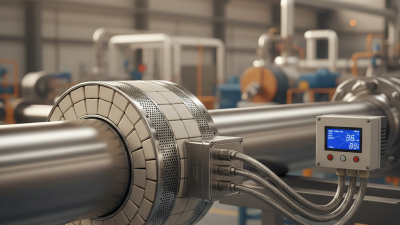
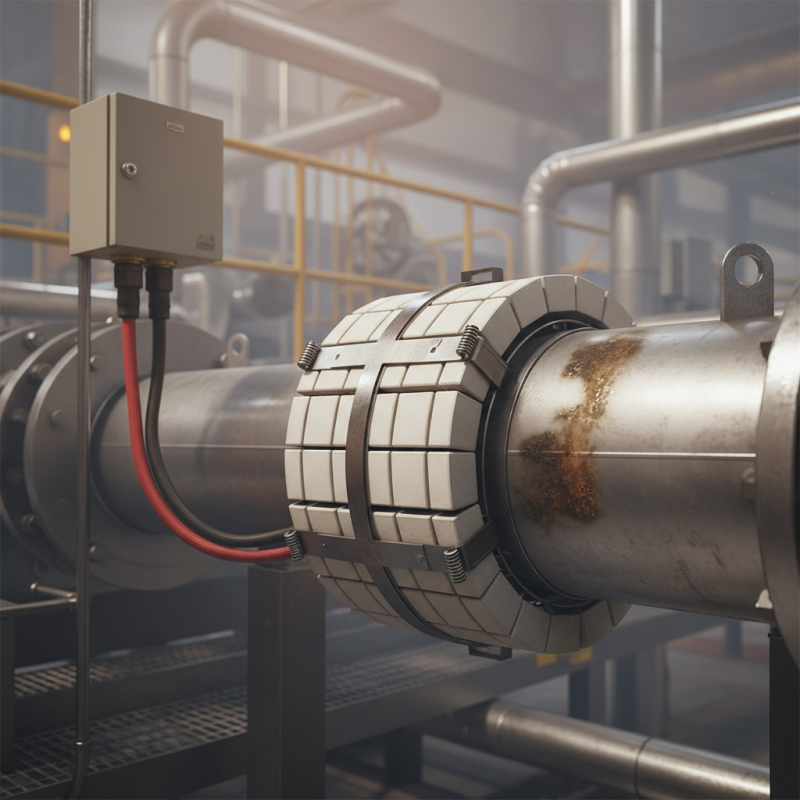
When choosing ceramic insulated band heaters, consider their specific functionality. They are designed to wrap around cylindrical objects. This design allows for uniform heat distribution. It reduces the risk of hot spots. These heaters can be used on pipes, barrels, and other equipment. Proper installation is crucial for optimal performance.
Tips: Always check the watt density. High watt density can lead to overheating risks. Monitor temperature readings regularly to ensure efficiency. Using thermocouples can provide accurate data for adjustments. It’s important to reassess your equipment periodically. Sometimes upgrades might improve performance.
Top Benefits of Using Ceramic Insulated Band Heaters
Ceramic insulated band heaters offer numerous benefits for industrial applications. The above chart illustrates the rating of various advantages, such as energy efficiency and durability, highlighting their importance in enhancing operational performance and reducing costs.
Enhanced Temperature Control and Stability in Industrial Settings
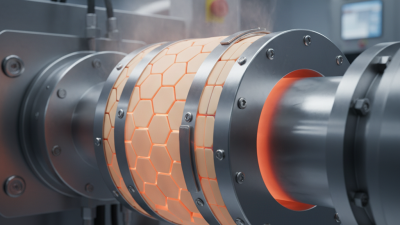
Ceramic insulated band heaters are gaining traction in industrial settings for their superior temperature control and stability. These heaters can maintain consistent temperatures, a critical factor in processes requiring precision. According to a report by the International Journal of Thermal Sciences, maintaining temperature stability within ±5°C can enhance product quality and reduce waste. In this way, ceramic insulated band heaters excel, minimizing fluctuations that can disrupt production.
The design of ceramic band heaters allows for rapid heat-up times. In production lines, the efficiency of heating elements directly affects output. A study from the Institute of Industrial Engineers shows that optimized heating can improve productivity by up to 30%. This efficiency is crucial when every second counts. However, not all industries adopt these heaters due to initial costs and awareness.
Another consideration is the environmental impact. Ceramic insulated band heaters are energy-efficient, sometimes using 20% less energy than traditional options. This efficiency translates into lower energy bills and reduced carbon footprints. Yet, companies may hesitate to switch, fearing the transition might disrupt their existing processes. Balancing the benefits of advanced technology with operational stability remains a challenge.
Top Benefits of Using Ceramic Insulated Band Heaters for Industrial Applications
| Benefit |
Description |
Impact on Industrial Settings |
| Enhanced Temperature Control |
Ceramic insulation reduces heat loss, allowing for precise temperature regulation. |
Improves product quality and consistency in production processes. |
| Energy Efficiency |
Lower thermal losses lead to reduced energy consumption. |
Decreases operational costs and enhances sustainability efforts. |
| Durability |
Resistant to high temperatures and thermal cycling, ensuring long service life. |
Reduces downtime and maintenance costs associated with heater replacement. |
| Uniform Heating |
Ceramic heaters provide consistent heat distribution across surfaces. |
Minimizes risk of overheating or underheating materials. |
| Versatility |
Suitable for a wide range of industrial applications and materials. |
Increases flexibility in manufacturing processes. |
Durability and Longevity: The Reliability of Ceramic Insulated Heaters
Ceramic insulated band heaters stand out for their durability and longevity. These heaters can withstand extreme temperatures and harsh environments. Recent industry reports indicate that they can operate efficiently at temperatures up to 1,500°F (815°C). This resilience is crucial for industrial applications where equipment frequently faces thermal stress.
Their long lifespan is another significant advantage. Many ceramic insulated heaters exhibit a service life that exceeds 10,000 hours. This is about three times longer than traditional heaters. The materials and construction methods used in these heaters minimize wear and tear. However, not all ceramic heaters are created equal. Variations in quality can lead to inconsistent performance. Regular maintenance remains essential to ensure optimal operation.
Efficiency also plays a role in their reliability. Ceramic insulated band heaters provide uniform heat distribution. This ensures that materials heat evenly, reducing the risk of product defects. Despite the advantages, occasional temperature fluctuations can occur. Operators must remain vigilant. The goal is to achieve the best performance, even with the limitations present.
Applications of Ceramic Insulated Band Heaters Across Various Industries
Ceramic insulated band heaters are becoming increasingly popular in various industrial applications. These heaters are particularly effective in the plastics industry. They help maintain consistent temperatures in barrels and molds. This is crucial for achieving high-quality output. Many manufacturers appreciate their energy efficiency. However, not all manufacturers are aware of their benefits.
In the food industry, these heaters are used for heating oils and sauces. They ensure even heating, which prevents scorching. Yet, some food processors still rely on traditional methods. This can lead to hot spots and quality issues. In the pharmaceutical sector, ceramic insulated band heaters play a vital role. They are used in processes that require precise temperature control. Ignoring these heaters may compromise product consistency.
The automotive industry also benefits from these heaters. They are utilized in component heating during manufacturing. Proper temperature maintenance is essential to avoid defects. Some automotive companies, however, hesitate to switch due to cost concerns. This can delay advancements in production efficiency. There is room for improvement in awareness and adoption across sectors.